par Invité Lun 13 Jan 2014 - 11:36
par Invité Lun 13 Jan 2014 - 11:36
Dernier essais de moulage sur polyéthylène, sur une forme complexe de grande dimension !
Ici sur le petit cadre taille de la feuille d'essais 215 x 265 mm
Il s'agit d'une demie jambe de pantalon du Nakajima KI 27 de Jojo

(le moule est réalisé dans du polystyrène haute densité facile à travailler (genre sytrex nom commercial)
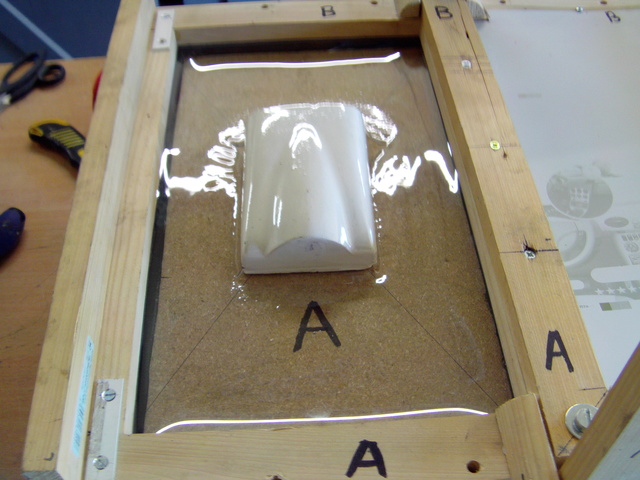
Le moule est placé sur la table d'aspiration et la plaque d'essais sur le petit cadre mis à chauffer. Au bout d'une minute, la feuille change de coloration et devient transparente
et molle.

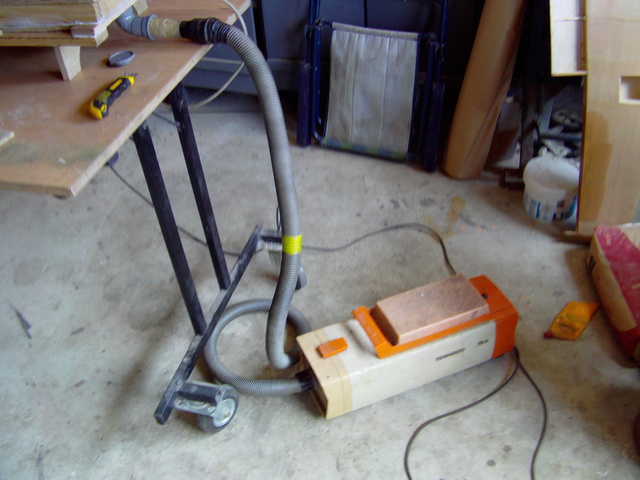
Le chauffage ne dure environs qu'une minute; J'ai effectué une modification au niveau du four en y plaçant un réflecteur en alu qui augmente le rayonnement
des résistances.
Le réflecteur sous la résistance
Aspiration et moulage de la forme
Le moulage terminé est exempt de défauts (sauf un petit bout de polystyrène resté coincé)
Vue du moule interne; Il ne présente aucun défaut !
CQFD: on peut désormais la mettre en exploitation, à condition que vous fournissiez les moules bien finis. Les pièces moulées peuvent être au maximum
de 450 mm X 450 mm(ce qui sous entend de pouvoir faire de grandes pièces !)

















 !!!!
!!!! 





 ??????
??????